- Введение в электроконтактную приварку и её значение для тонких материалов
- Основы технологии точечной электроконтактной приварки
- Ключевые этапы процесса
- Особенности сварки тонких материалов
- Оборудование для электроконтактной приварки тонких материалов
- Классификация оборудования по мощности и функционалу
- Ключевые компоненты оборудования
- Практические советы по выбору и эксплуатации оборудования
- Статистика применения точечной приварки тонких материалов
- Примеры успешного применения
- Мнение эксперта
- Заключение
Введение в электроконтактную приварку и её значение для тонких материалов
Электроконтактная приварка (ЭКП) — это один из наиболее востребованных и эффективных методов соединения металлических деталей, широко применяемый в промышленности, особенно если речь идёт о тонких материалах. Она позволяет создавать высокопрочные, надежные и при этом минимально деформированные соединения за короткое время и без применения дополнительных расходных материалов.
В современных технологиях точечная электроконтактная приварка занимает ключевое место: от автомобильной промышленности до электроники и медицинской техники. Особенность тонких материалов — малая толщина и чувствительность к температуре, что требует специального оборудования и точного контроля параметров приварки.
Основы технологии точечной электроконтактной приварки
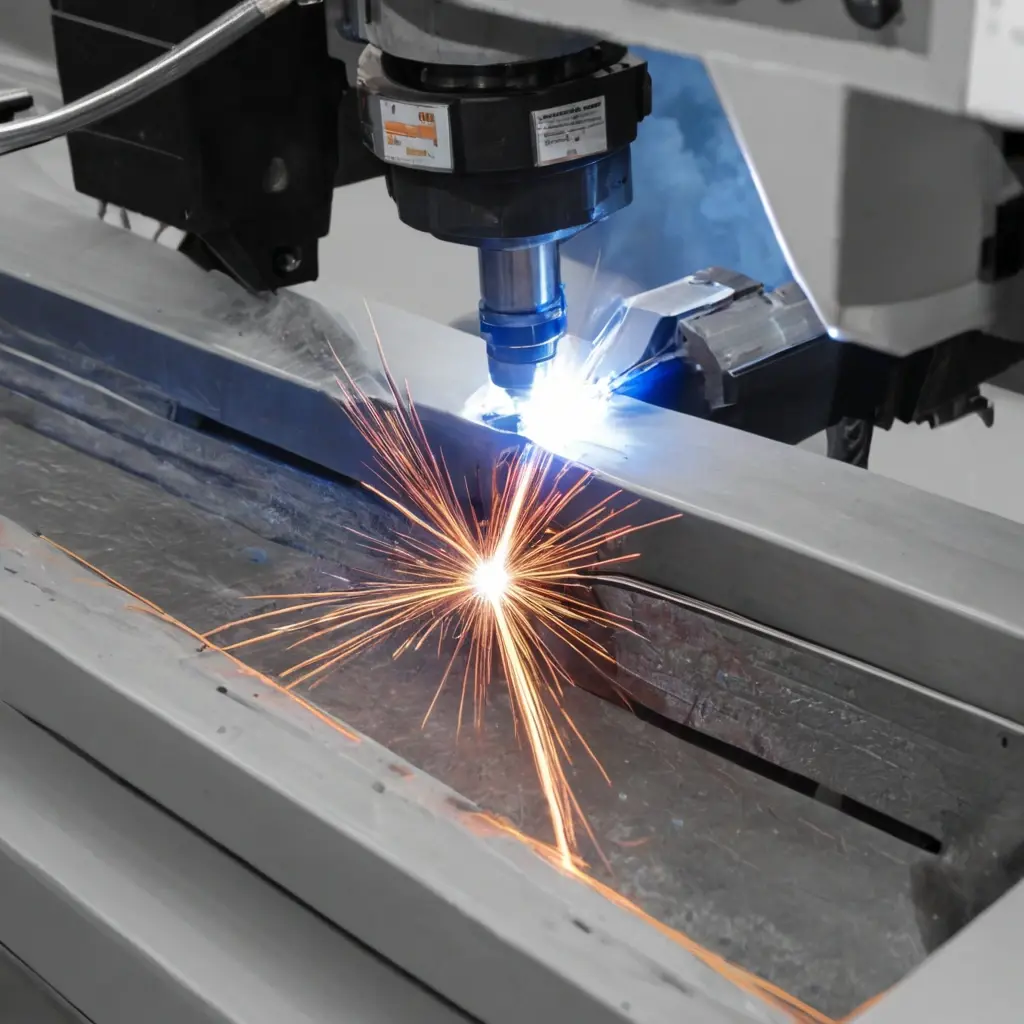
Точечная электроконтактная приварка основана на принципе прохождения электрического тока через контактируемые поверхности под нагрузкой, вызывающего локальный нагрев и последующее сплавление металлов в зоне соприкосновения. Основные параметры процесса — сила тока, время сварки, давление электродов и конструкция самих электродов.
Ключевые этапы процесса
- Подготовка и фиксация деталей.
- Установка электродов на место сварки.
- Пропуск тока высокой плотности через точку контакта.
- Образование сварочной связки за счёт расплавления металла.
- Охлаждение и снятие давления.
Особенности сварки тонких материалов
- Риск прожога из-за повышенной теплопроводности и тонкости листов.
- Необходимость точного контроля сварочного тока и времени.
- Требования к электродам для оптимального распределения давления и тепла.
- Минимизация деформации и тепловых повреждений.
Оборудование для электроконтактной приварки тонких материалов
Выбор оборудования зависит от специфики материала, толщины листа и требований к качеству сварного соединения. На рынке присутствуют различные типы машин, специализированные именно для тонких металлов.
Классификация оборудования по мощности и функционалу
| Тип оборудования | Мощность | Диапазон толщин материалов | Применение | Особенности |
|---|---|---|---|---|
| Ручные или портативные сварочные аппараты | Низкая (до 10 кВА) | 0,05 — 1 мм | Ремонтные работы, малые серии | Легкость, мобильность, ограниченный функционал |
| Стационарные автоматические установки | Средняя (10 — 50 кВА) | 0,1 — 3 мм | Серийное производство | Высокая точность, возможность программирования |
| Роботизированные линии | Высокая (> 50 кВА) | 0,2 — 5 мм | Крупносерийное производство, автоиндустрия | Полная автоматизация, интеграция с производством |
Ключевые компоненты оборудования
- Электроды — от их материала и формы зависят качество сварки и срок службы установки. Для тонких материалов применяют твердые сплавы с продуманной геометрией.
- Источник питания — должен обеспечивать стабильный ток с возможностью тонкой настройки.
- Механизм подачи и зажима — важен для точного позиционирования и постоянного давления в зоне сварки.
- Система контроля параметров — мониторинг силы тока, времени, давления позволяет избегать брака.
Практические советы по выбору и эксплуатации оборудования
При работе с тонкими материалами важно учитывать ряд факторов, чтобы повысить качество и минимизировать издержки.
- Подбор электродов. Для тонких листов лучше выбирать электроды с уменьшенной поверхностью контакта, что снижает риск прожогов.
- Точное регулирование параметров сварки. Настройка времени и силы тока должна производиться с контролем и тестированием перед основной серией.
- Регулярное обслуживание. Износ электродов и чистота контактов критичны для стабильного процесса.
- Использование вспомогательного охлаждения. При высокочастотной или продолжительной работе рекомендуется охлаждать электроды для предотвращения перегрева.
Статистика применения точечной приварки тонких материалов
Согласно исследованиям промышленной динамики, доля применения электроконтактной точечной приварки в производстве электроники и автомобильных компонентов выросла на 35% за последние 5 лет. При этом эффективность использования специализированного оборудования увеличивает производительность до 20%, сокращая брак на 15%.
| Отрасль | Рост применения ЭКП, % (за 5 лет) | Средний прирост производительности | Снижение брака |
|---|---|---|---|
| Автомобилестроение | 40% | 18% | 14% |
| Электроника | 50% | 25% | 20% |
| Медицинское оборудование | 20% | 15% | 10% |
Примеры успешного применения
В одном из крупнейших автосборочных заводов Европы внедрение роботизированных систем электроконтактной приварки для тонких элементов кузова позволило улучшить качество сборки на 30%, сократить время технологического цикла на 25% и снизить количество дефектных единиц в 2 раза.
В области электроники применение портативных сварочных аппаратов дало возможность создавать компактные и прочные соединения в таких изделиях, как смартфоны и гаджеты, без увеличения веса и габаритов.
Мнение эксперта
«Выбор правильного оборудования для точечной электроконтактной приварки тонких материалов — ключевой шаг к успешному производству. Не стоит экономить на качестве и технической поддержке, ведь даже небольшой недочёт в настройках может привести к дефектам и потере ресурсов.» — отмечает ведущий инженер по сварочным технологиям.
Заключение
Электроконтактная приварка тонких материалов — это эффективный и экономичный способ создания надежных соединений в самых разных отраслях промышленности. Ключ к успеху лежит в правильном выборе и грамотной эксплуатации оборудования, которое должно сочетать точность, мощность и удобство управления.
Современные машины и технологии позволяют не только повысить качество и скорость производства, но и снизить риски брака, что особенно важно при работе с чувствительными тонкими листами металлов. Постоянное развитие оборудования, автоматизации и систем контроля дает широкие перспективы для внедрения более сложных и ответственных проектов.
Автор рекомендует тщательно анализировать требования к сварочному процессу и консультироваться с профессионалами при выборе оборудования, что позволит значительно повысить эффективность производства и качество конечного продукта.